

Dual Spiral Tracks for maximum efficiency and double throughput
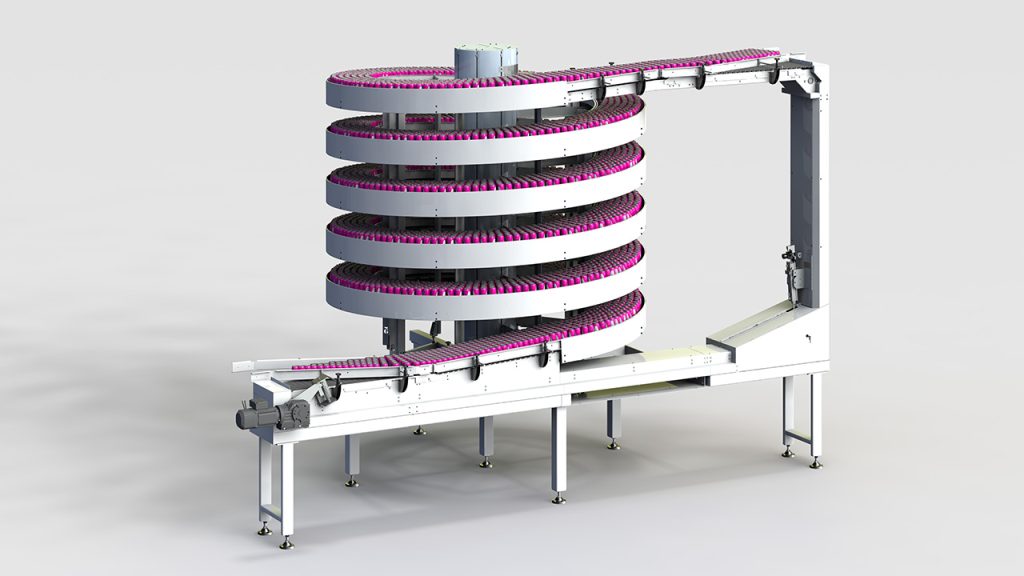
The Apollo Dual Lane Spiral Conveyor enables continuous vertical transport of materials, much like our Single Lane model, but with two independently driven tracks in one frame. This dual-track system doubles capacity and throughput, making it ideal for businesses that require high efficiency in limited spaces.
How it works
The Apollo Dual Lane Spiral Conveyor features two independently driven belts that rotate around a central column. It handles a variety of product types and sizes, streamlining high-volume operations. This system improves floor space utilization and optimizes overhead space, making it ideal for facilities with limited room.
The Dual Lane Spiral Conveyor features two independently controlled tracks that can operate in multiple directions for greater flexibility;
- Run synchronized at the same speed;
- Synchronized but with different speeds;
- Run in opposite directions, either at the same or different speeds;
The two tracks can be customized with varying widths and distinct infeed or outfeed heights to accommodate complex layouts, especially useful for multi-level processing lines.
Characteristics
The Dual Lane Spiral Conveyor features a precision guiding rail system with low-friction bearings, enabling smooth, edge-free slat operation with no need for support or wear strips. No lubrication is required, minimizing noise, reducing maintenance, and ensuring clean operation. Operating at 60 m/min and supporting loads up to 50 kg/m, the Dual Lane provides high-volume continuous throughput across both lanes.
Our advanced modular system enables fast and easy customization. Our flexible production process ensures we meet unique customer requirements. Compatible with our other spiral systems, this modular design allows for cost-effective user customization.
Suitable Applications and Industries
The Dual Lane Spiral Conveyor is ideal for transporting packed goods, boxes, beverage cartons, crates, and six-packs across diverse industries. Apollo Spiral Conveyors are engineered for use in various sectors including food & beverage, pet food, personal care, e-commerce, warehousing, and logistics. Trusted by global brands like L’Oréal and Coca-Cola.
Types and models
The Dual Lane Spiral Conveyor comes in four standard models, each fully customizable to adapt to evolving operational needs. Each spiral features configurable infeed/outfeed angles and extensions to seamlessly fit various plant layouts. Capable of transporting goods vertically in both directions, and can operate in reversible mode. Dual lanes can operate at different speeds or in separate directions for process flexibility. Custom belt widths and spiral diameters can be configured to suit your application. Multiple finish options are available, including RAL colors or stainless steel coatings for washdown environments.
We also offer other vertical conveyor models, including the Single Lane and Heavy Duty Spiral Conveyors. Need help selecting a model? Contact us to find the best Spiral Conveyor solution tailored to your business.







{kind=link}
{kind=link}
{kind=link}