
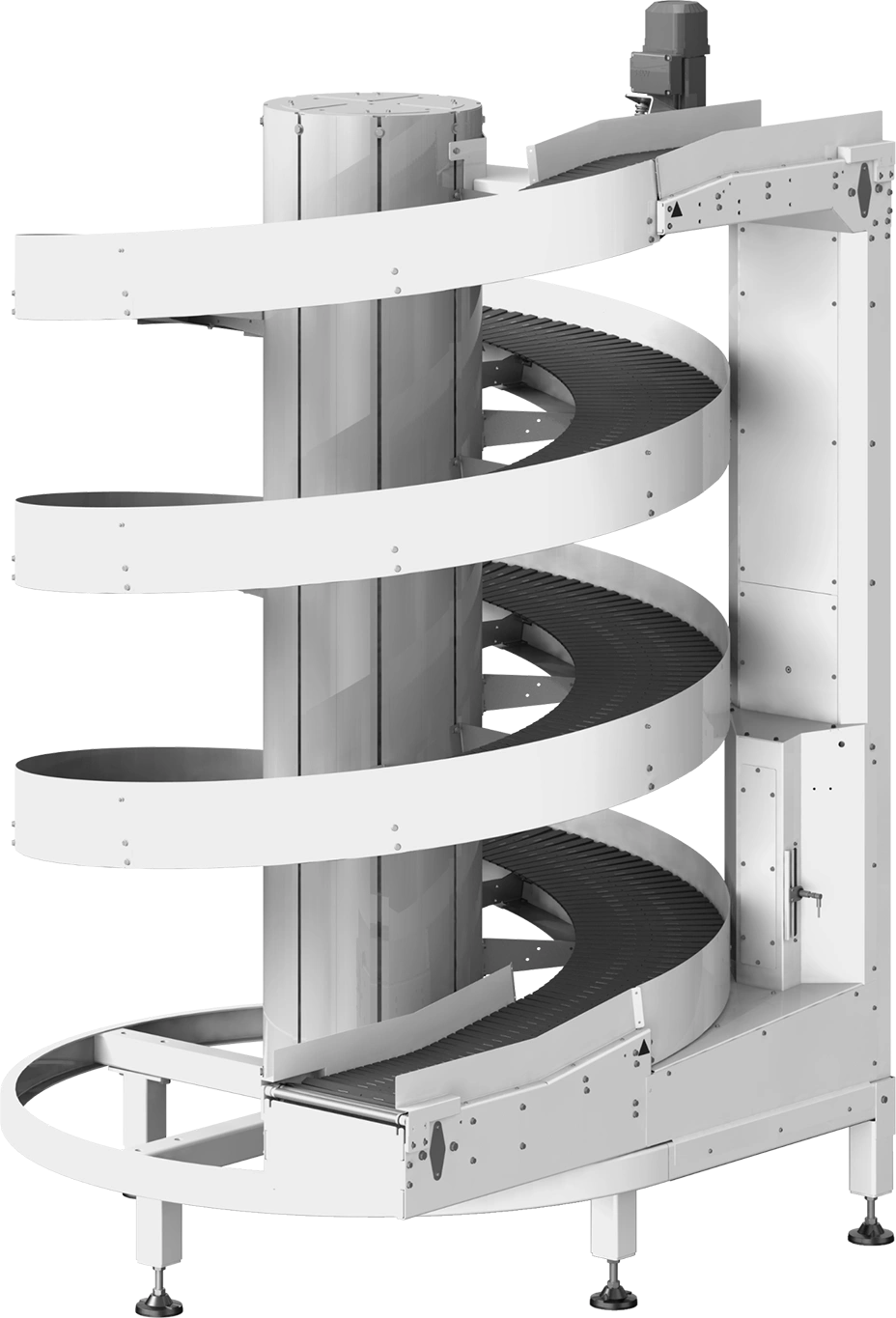
Spiral Conveyors
Each Spiral Conveyor is tailored using Apollo’s trusted technology, ensuring high performance, compact footprint, and superior reliability compared to other vertical transport systems.
It depends on your needs we offer Single Lane-, Dual Lane-, Heavy Duty-, Mass Flow-, Narrow Trak-, and Wide Trak models.
The right spiral conveyor depends on factors like product type, size, and volume.
Limited space? Mass Flow is ideal for bottles. Handling small loads? Consider Narrow Trak.
Contact us we’re happy to help identify the best option.
Add-On Options
Enhance functionality with various spiral conveyor add-ons.
Apollo’s modular spiral design allows easy transport, customization, and replacement. Systems can be shipped in parts, modified post-installation, and maintained with ease using bolt-based construction no welding required.
Key Features & Benefits
A single motor powers the entire system, minimizing energy usage and simplifying integration.
Engineered with standardized components for maximum strength and seismic safety.
Overlapping design minimizes pinch points, protecting both products and operators.
Uses a center chain and rolling friction for smooth starts, stops, and full-load operation.
Choose from powder-coated, stainless, or hybrid finishes. Customize to your brand color or application freezer-safe, heat-resistant, or food-safe options available.
Our standard design includes a horizontal transition to adjacent conveyors, reducing mechanical stress and ensuring a smooth, dependable product transfer.
Automatic tensioning and overload protection come standard to preserve both equipment and product.
FAQs
A spiral conveyor is a type of conveyor system that transports materials vertically, either up or down. It's a space-saving solution for moving products between different levels of a facility. Our spiral conveyors are designed with a single motor for efficiency and have a small footprint.
We offer a wide range of spiral conveyors to suit various needs, including:
Single and Dual Lane: For handling one or two lines of products simultaneously.
Heavy Duty: Designed for heavier loads and more demanding applications.
Mass Flow: For transporting large quantities of items in a continuous stream.
Narrow Trak and Wide Trak: To accommodate products of different sizes.
To select the best spiral conveyor, you should consider the following factors:
Product Type: What kind of items will you be conveying? (e.g., boxes, bags, bottles)
Product Size and Weight: What are the dimensions and weight of your products?
Volume and Speed: How many items do you need to move per hour?
Our team is also available to help you choose the perfect solution for your specific application.
Our spiral conveyors are designed for performance and reliability. Key features include:
Single Motor Drive: For efficient and quiet operation.
Superior Structural Design: Ensures durability and a long service life.
Overlapping Slats: Provides a smooth and continuous conveying surface.
Center Chain-Driven System: Offers robust and reliable performance.
Customizable Coatings and Colors: To match your facility's branding and requirements.
Horizontal Infeed/Outfeed: For seamless integration with other conveyor systems.
Standard Safety Features: To ensure safe operation.
Yes, safety is a top priority. Our spiral conveyors come with standard safety features to protect your employees and products. We can also discuss any specific safety requirements you may have.
Absolutely. We offer multiple coatings and color options to match your brand. The modular design of our spiral conveyors also allows for various configurations to fit your facility's layout.
Benefits You’ll Gain
Space-Saving Design
Fully Customizable Design
High-Speed Throughput
Energy-Efficient Performance
Cost-Effective Installation
Minimal Maintenance Needs
Contact us today to discover the spiral conveyor that fits your operation best.
Get in touch with us
Find out more about Royal Apollo Group and its products.




