
Bucket Elevators
Bucket Elevators
100mm | 200mm | 600mm
Standard | stainless steel | food grade | metal-detectable | anti-static
Bucket elevator features
Multiple inlets or outlets can be configured with selective tipping via air-powered ramps. The final ramp is fixed to ensure complete discharge of all buckets.
Suitable for:

Product links:
Service
While built for long-term performance, regular maintenance is essential for continued reliability.
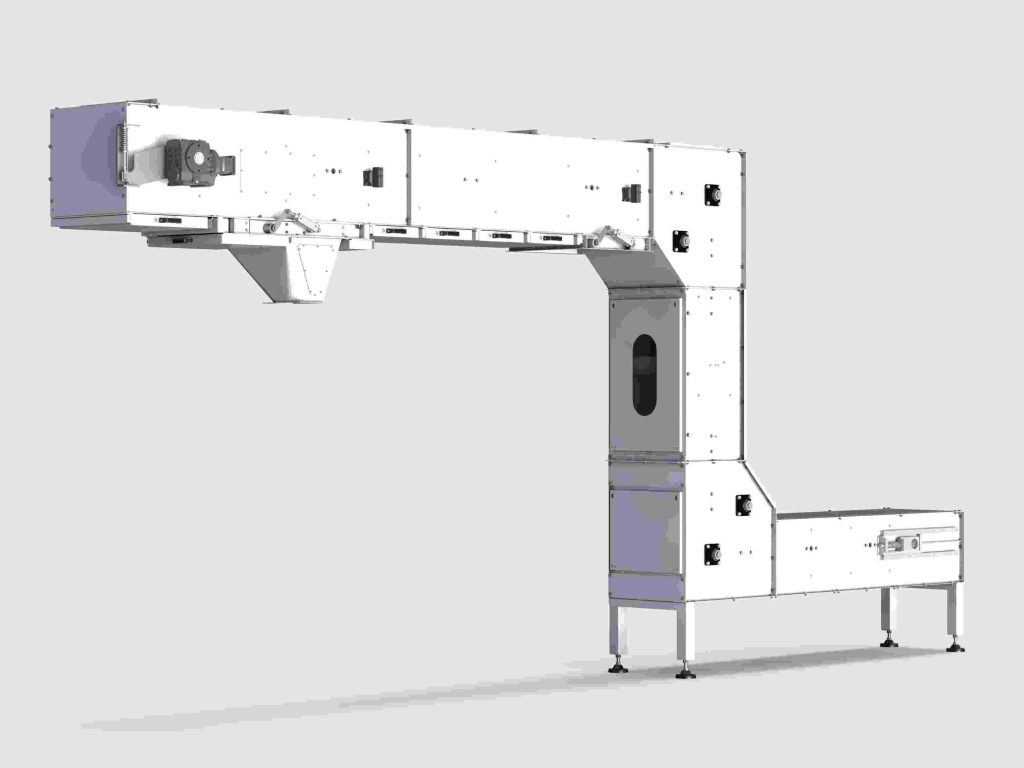
Integrate Vertical and Horizontal Bulk Material Transport in a Single Unit
Apollo Bucket Elevators are known for durability in bulk material conveyors. Our innovative, robust design includes gentle handling, strong construction, low maintenance, and modular capabilities features highly valued by industries worldwide.
A key advantage of Apollo Bucket Elevators is their fully enclosed design with overlapping, pivoting buckets to eliminate spillage and block contaminants. our modular build, multiple inlets/outlets, and flexible configuration.
Our Bucket Elevators are designed for heavy-duty use and offer long-term durability. Available in powder-coated carbon steel, stainless steel, or wet-environment variants, they support multiple discharge points with selective tipping via air-powered ramps ensuring complete emptying.
Apollo Bucket Elevators ensure gentle product handling, making them ideal for transporting bulk goods across food, agriculture, pharmaceuticals, cosmetics, chemicals, ceramics, glass, recycling, and other industries.
Gentle Handling
Apollo Bucket Elevators are designed to handle a wide range of products gently. Overlapping buckets at the inlets prevent spillage, and selective tipping at the outputs ensures proper discharge.
Durable Build Quality
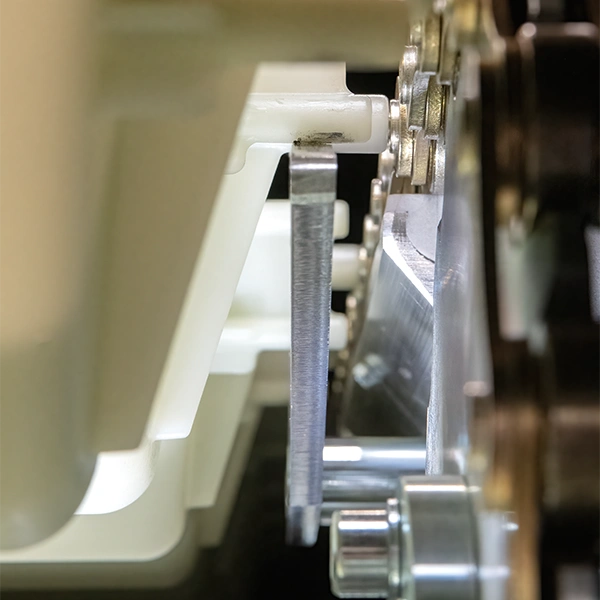
Apollo Bucket Elevators use 50mm plated roller chains with 28.5mm rollers and hollow pin shafts. Polyurethane surfaces ensure quiet operation. One-piece, food-grade polyamide buckets withstand –20 to +93°C and meet FDA/EFSA standards. Inlet and outlet flanges enable easy installation of attachments.
Minimal Maintenance
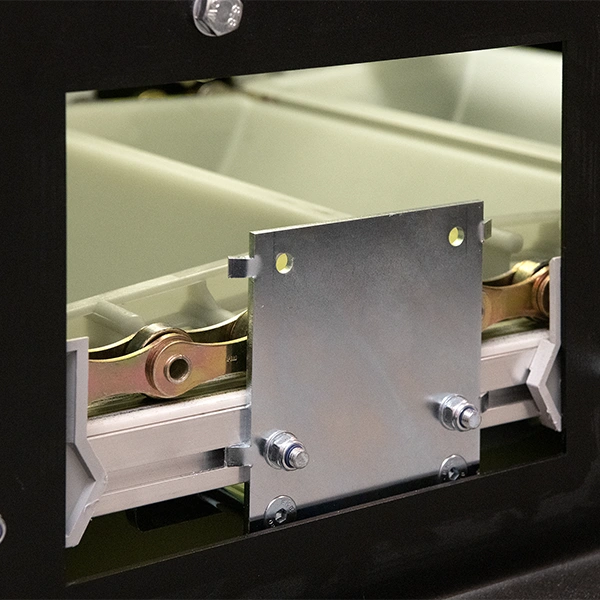
Apollo Bucket Elevators offer long-term reliability with minimal upkeep. Easy-access inspection covers and windows, external bearings, quick-release buckets, automatic chain tensioning, and overload protection simplify maintenance. A VFD is required for proper function.
Fully Enclosed Design
Apollo Bucket Elevators feature a fully enclosed build to keep out contaminants. Inspection windows and access points allow for easier cleaning and maintenance.
Specs & Configuration

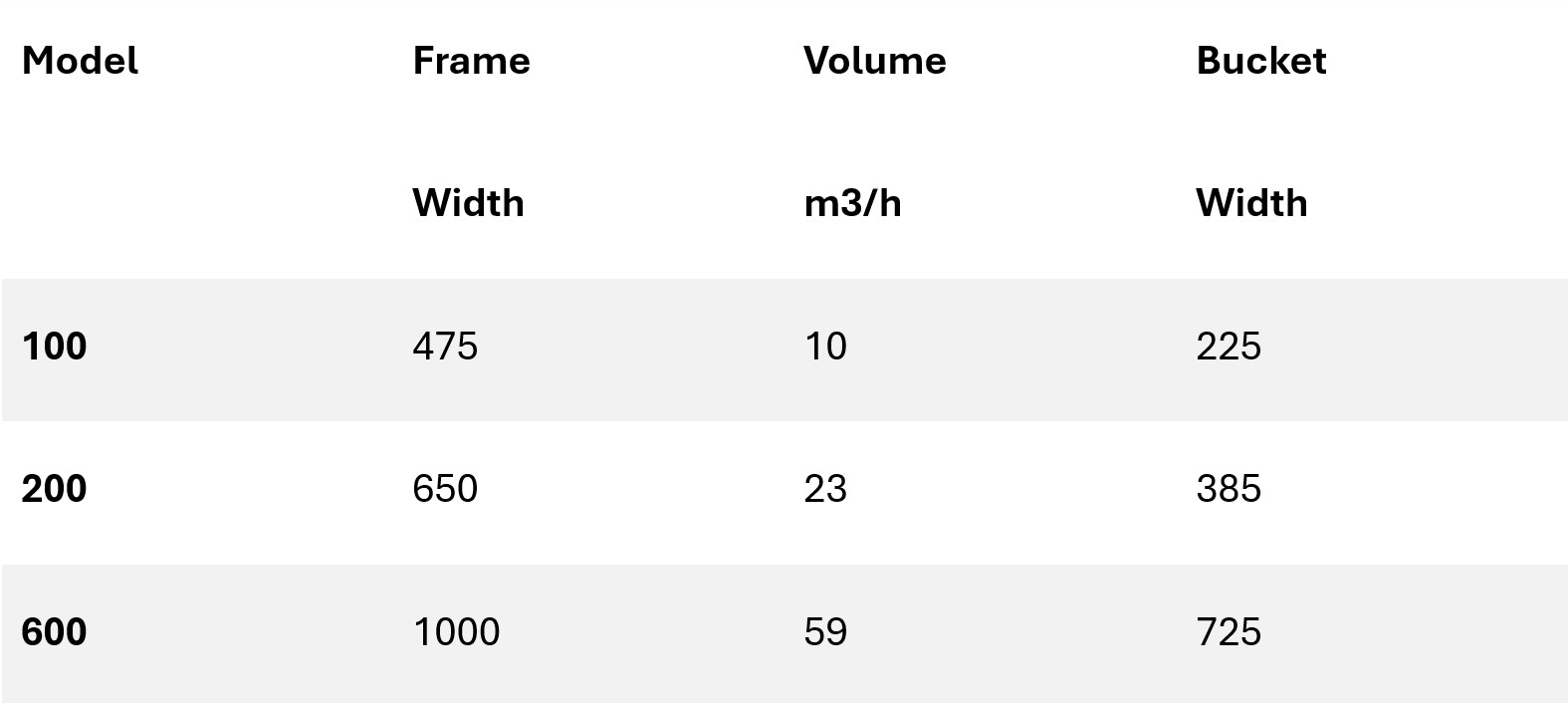
Most Common Models
Configurations
Apollo Bucket Elevators’ modular design enables us to easily customize them for various applications, offering high versatility and simple installation or modification. Common configurations include C and Z shapes with three bucket sizes, achieving capacities of 10, 23, or 59 m³/h. The buckets must be loaded with a controlled volume across the full width of the buckets.
Whatever your requirements, our team can deliver tailored solutions. Discover a case study on a custom bucket elevator designed for lightweight cellulose, and download a printable Request for Quotation form here.
Horizontal & Vertical Gentle Handling
The Pendulum bucket elevators provide ultra-gentle vertical and horizontal transport for granular materials in one machine. Ideal for seeds and delicate products, they offer variable speed operation and capacities up to 60 m³/h.
Dust Control Bucket Elevators
Designed for environments with high dust and abrasive materials, these bucket elevators feature anti-static buckets, sealed bearings, and strategic suction points ensuring low contamination, high reliability, and minimal maintenance. Ideal for agriculture, food, and industrial applications.
Features and benefits
Chain tensioning via manual spindles ensures high machine durability.
The incoming product is fed to the pendulum Bucket Elevator continuously or batch wise. The edges of the buckets overlap each other in the inlet section and therefore prevent spillage of kernels.
A sensor detects the rotation of the sprocket. In case of a chain breakage, the Bucket Elevator will be switched off to avoid further damage.
- Long life, high-tensile, chromated chain, with steel or nylon rollers (noise reduction)
- Chain also available in stainless steel with stainless steel rollers
- Standard buckets glass fibre reinforced polyamide
- Buckets in compliance with food grade standards, FDA and EC 1935/04
- Anti-static or detectable buckets are optional
The number of outlets is flexible. The last outlet is always fixed to tilt and unload, while additional ones can be pneumatically actuated separately. These additional outlets further optimise conveying flexibility and enhance product handling.
Solely high quality components are used to ensure optimal durability and minimal down-time. Geared motors on our Bucket Elevators are supplied by SEW. Their renown low power requirements reduce energy consumption and eventually costs.
An overload switch fitted on the drive station stops the drive immediately if abnormal torque is experienced, preventing possible machine damage.

FAQs
A bucket elevator is a machine that vertically transports bulk materials, such as grains, powders, and other granular substances. It consists of a series of buckets attached to a belt or chain that moves the materials from a lower to a higher elevation.
There are three main types of bucket elevators:
-
Centrifugal Bucket Elevators: These are the most common and are ideal for durable, fine, or powdered materials like grain, sugar, and dry chemicals. They operate at high speeds and use centrifugal force to discharge the material.
-
Continuous Bucket Elevators: These are best for fragile or abrasive materials. The buckets are spaced closely together and move at slower speeds to handle the material gently.
-
Positive Discharge Bucket Elevators: These are designed for the most delicate materials to prevent damage. The buckets are mechanically flipped to ensure a gentle discharge.
Bucket elevators offer several advantages, including:
-
Increased Efficiency: They automate the vertical transport of materials, which saves time and increases productivity.
-
Space Optimization: Their vertical design saves valuable floor space in a facility.
-
Safety and Reliability: Enclosed systems protect the materials from contamination and the surrounding environment from dust. They also reduce the risk of accidents associated with manual material handling.
-
Cost-Effectiveness: They are a low-maintenance and durable solution for material transport.
Bucket elevators are used in a wide range of industries, including:
-
Agriculture (grain, feed, fertilizer)
-
Food processing (nuts, seeds, snacks, confectionery)
-
Cement and construction (cement, sand, gypsum, limestone)
-
Mining and minerals (coal, clinker, ash)
-
Pulp and paper
-
Chemicals
Industries
Bucket Elevator Agriculture
Bucket Elevator Food
Bucket Elevator: Industry
Get in touch with us
Royal Apollo Group will reply as quickly as possible, “*” indicates required fields
"*" indicates required fields





{kind=link}
{kind=link}
{kind=link}