
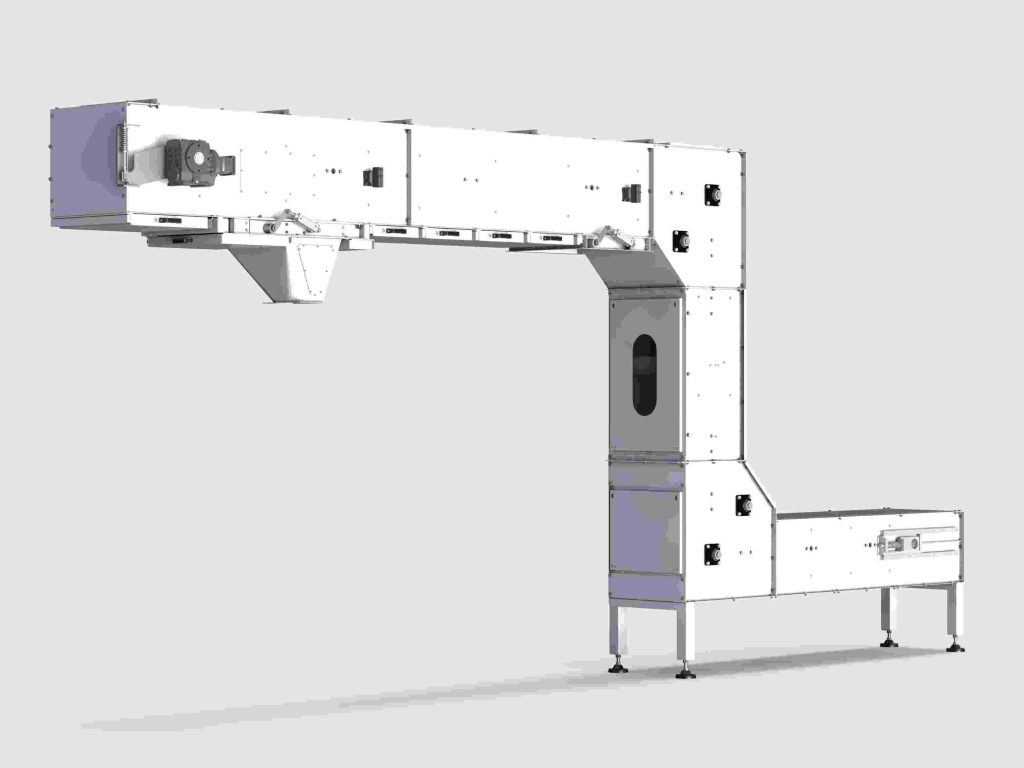
Boost productivity and streamline your food processing operations with Apollo’s high-performance bucket elevator.
Apollo delivers hygienic, reliable, and efficient material handling solutions tailored to food industry standards. Our bucket elevators are engineered to meet food processing requirements ensuring safe, clean, and smooth transport of diverse food items. From sweet to savory, Apollo elevators gently transport food items while maintaining their form and quality. Suitable for both human and animal food, our elevators are versatile across food categories. Each bucket is easily removable for cleaning or replacement, ensuring hygiene and convenience.
Product examples:
- Rice
- Chocolate/candy
- Beans (e.g. coffee beans, soya beans)
- Frozen food
- Nuts
- Petfood
- Dried ingredients
- And many more
Corrosive handling
Apollo bucket elevators are engineered for handling abrasive and corrosive materials, with multiple bucket materials available to ensure compatibility with harsh chemicals and high temperatures.
Dust control
Apollo’s unique pendulum bucket system enables seamless horizontal and vertical conveying with minimal product disturbance, effectively keeping dust levels low throughout the transport process. With a fully enclosed design and the ability to maintain negative pressure within the elevator, dust remains contained and is prevented from escaping into the surrounding environment.
The Bucket Elevator is built to perform under high-dust and abrasive conditions. Featuring optimally placed suction points, sealed bearings, and anti-static bucket materials, it minimizes airborne particles, enhances operational reliability, simplifies cleaning, and reduces maintenance needs.
Compliant with food regulations
The FDA and EFSA continue to raise the bar for food safety standards across all industries. In particular, FDA guidelines and EU Regulation CE 1935/2007 mandate minimal material migration in equipment that comes into contact with food a requirement that is increasingly becoming the norm in the agricultural sector.
Apollo’s bucket elevators are fully compliant with FDA, CE 1935/2007, and other international food safety regulations, ensuring safe and reliable handling of food-related materials in every application.





{kind=link}
{kind=link}
{kind=link}