
Horizontal and Vertical conveying solutions for industrial bulk materials
Apollo delivers industrial-grade material handling systems engineered for performance and reliability. Our bucket elevators support heavy-duty industrial use with safe, continuous transport of bulk materials.
Well suited for conveying a wide variety of industrial materials:
- Wood pellets
- Plastic and metal recyclables
- Catalytic materials
- Silica
- Carbon black
- And more
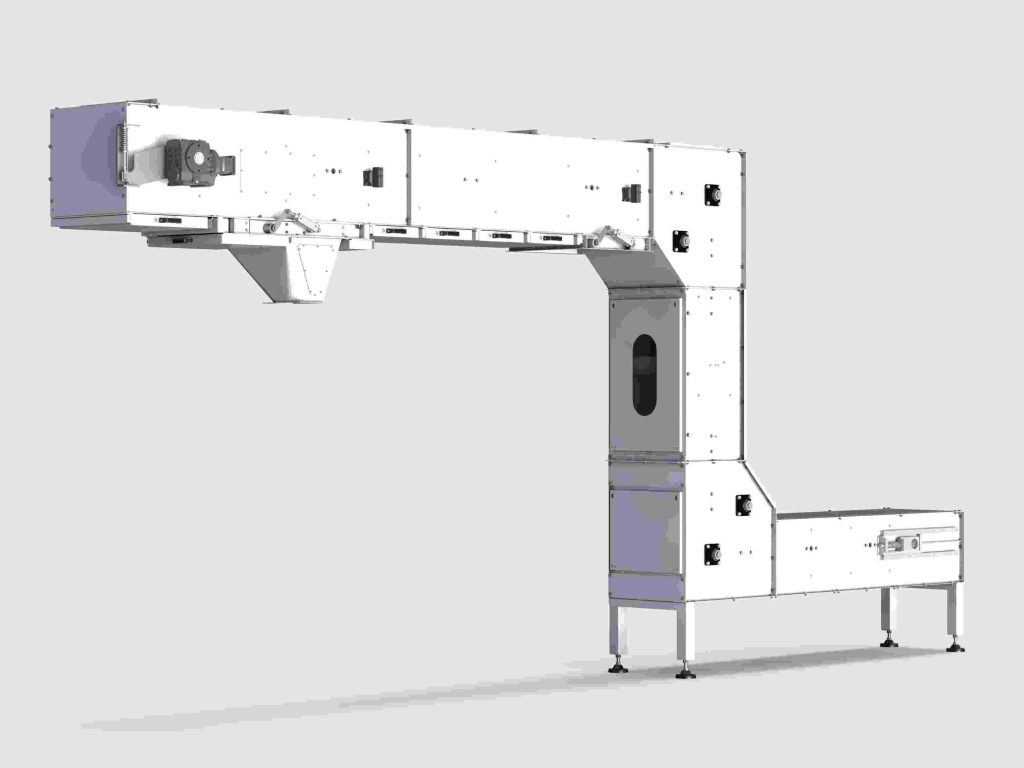
The Pendulum bucket elevators efficiently combine horizontal and vertical conveying within a single compact system, ensuring smooth and low-impact transport of granular materials. With a design that minimizes product stress, they are well-suited for handling delicate, abrasive, and corrosive materials. Available in four bucket sizes and equipped with variable speed options, Apollo elevators can achieve capacities of up to 60 m³/h delivering both flexibility and performance across a range of applications.
Low wear
With friction-free movement, Apollo pendulum bucket elevators handle abrasive materials efficiently while minimizing wear and extending maintenance intervals.
Corrosive handling
Apollo bucket elevators are engineered for handling abrasive and corrosive materials, with multiple bucket materials available to ensure compatibility with harsh chemicals and high temperatures.
Dust control
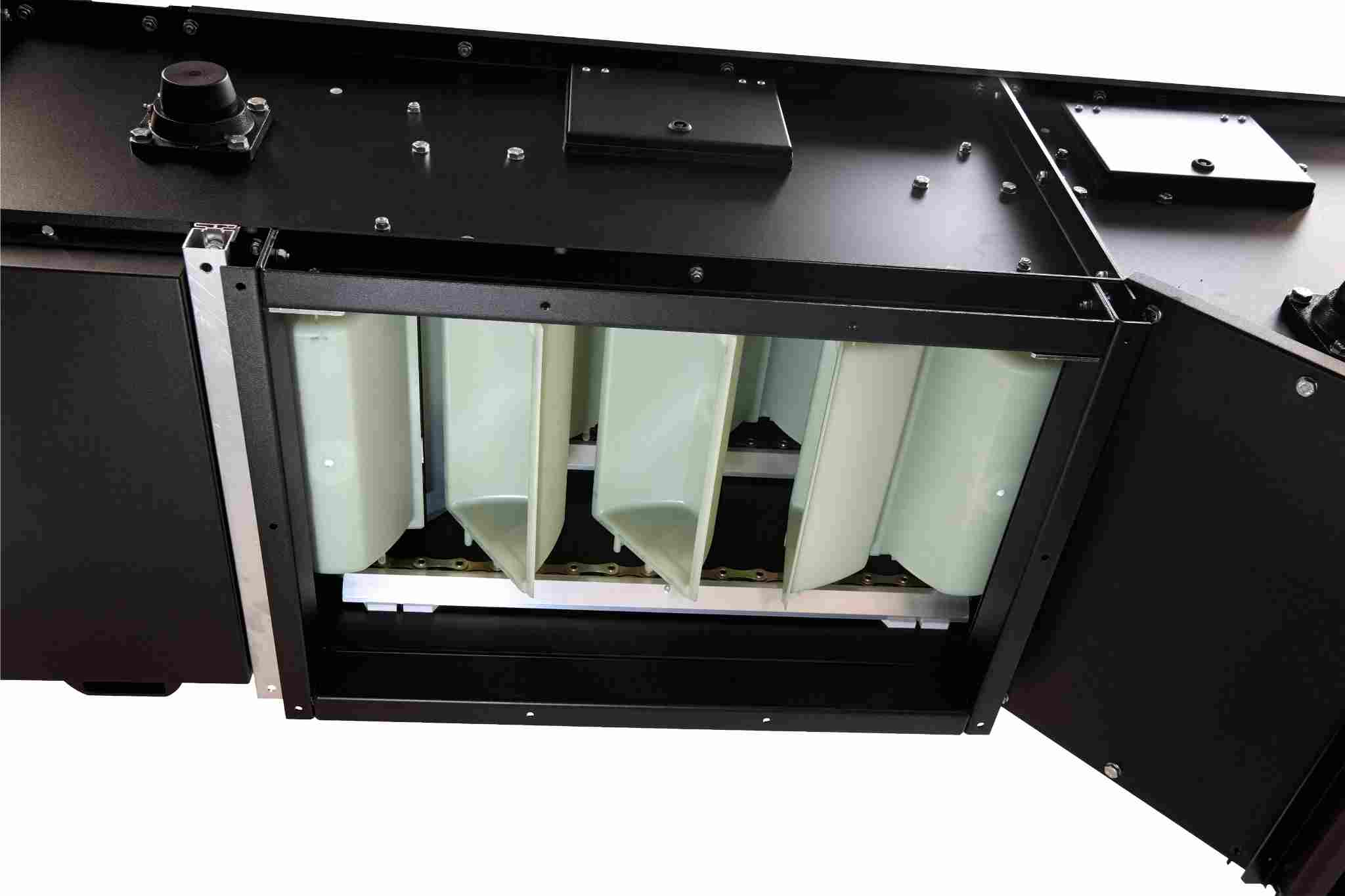
Apollo’s unique pendulum bucket system enables seamless horizontal and vertical conveying with minimal product disturbance, effectively keeping dust levels low throughout the transport process. With a fully enclosed design and the ability to maintain negative pressure within the elevator, dust remains contained and is prevented from escaping into the surrounding environment.
The Bucket Elevator is built to perform under high-dust and abrasive conditions. Featuring optimally placed suction points, sealed bearings, and anti-static bucket materials, it minimizes airborne particles, enhances operational reliability, simplifies cleaning, and reduces maintenance needs.
- Coating Options: Stainless steel for corrosion resistance in wet or hygienic environments.
- Bucket types: Stainless steel buckets.
- Sealed Enclosure: Fully dust-tight body to protect against contaminants and ensure clean operation.
- Vacuum Ports: Optional dust drawers allow easy collection and cleaning.
- CIP Cleaning Station: Optional air or water-based CIP system for automatic internal cleaning.
Apollo offers industry-specific bucket elevator configurations with advanced customization options.





{kind=link}
{kind=link}
{kind=link}